











180-5843-6678

|
|










|
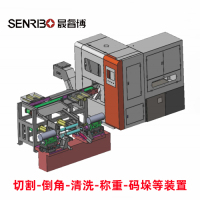
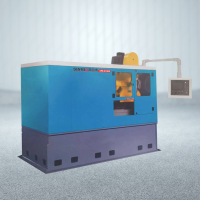
精準與極速并存:超高速鋸系列的核心優(yōu)勢在切割加工領(lǐng)域,“速度” 與 “精度” 曾長期處于難以調(diào)和的矛盾 —— 追求高速往往導(dǎo)致切口粗糙,強調(diào)精準則需犧牲效率。超高速鋸系列的突破性在于,它以創(chuàng)新技術(shù)打破了這一悖論,實現(xiàn)了 “極速切割” 與 “微米級精度” 的完美融合,成為其橫掃市場的核心競爭力。 極速性能的實現(xiàn)源于動力與結(jié)構(gòu)的深度協(xié)同。設(shè)備搭載的大功率永磁伺服電機可輸出 30kW 瞬時功率,驅(qū)動鋸片以 6000 轉(zhuǎn) / 分鐘的高速運轉(zhuǎn),配合經(jīng)過動平衡校準的主軸(平衡精度達 G0.4 級),在切割 20mm 厚低碳鋼板時,進給速度達到 50 米 / 分鐘,較傳統(tǒng)設(shè)備提升 3 倍以上。更關(guān)鍵的是,這種高速并非 “粗放式?jīng)_刺”,而是通過多段速控制技術(shù)實現(xiàn)智能調(diào)速:接觸工件瞬間以低速切入(10 米 / 分鐘),避免沖擊導(dǎo)致的位置偏移;進入穩(wěn)定切割階段自動提速至最高速;即將切斷時再降至中速(20 米 / 分鐘),防止材料崩裂。某空調(diào)配件廠的生產(chǎn)數(shù)據(jù)顯示,采用該設(shè)備后,散熱片切割的單班產(chǎn)量從 1200 件增至 3800 件,效率提升 217%。
精準控制的核心在于 “動態(tài)誤差補償” 技術(shù)。傳統(tǒng)鋸機因機械間隙和振動,切割精度通常在 ±0.1mm,而超高速鋸系列通過三項創(chuàng)新實現(xiàn)精度躍升:光柵尺實時檢測鋸片位置(分辨率 0.5μm),配合伺服系統(tǒng)進行微米級修正;鋸片軸采用空氣靜壓軸承,徑向跳動控制在 3μm 以內(nèi);機身底部的防震墊鐵可吸收 90% 以上的高頻振動。在切割 45 號鋼棒料時,其長度公差穩(wěn)定在 ±0.03mm,垂直度誤差≤0.02mm/100mm,切口粗糙度達 Ra0.8μm,完全滿足精密零件的直接加工要求。某汽車變速箱廠引入后,齒輪坯料的后續(xù)磨削余量從 0.3mm 減至 0.1mm,單件加工時間縮短 40%。 精準與極速的協(xié)同,更催生出 “降本增效” 的復(fù)合優(yōu)勢。極速切割減少了設(shè)備占用時間,使生產(chǎn)線節(jié)拍壓縮 50%;高精度則省去了二次加工工序,某機械廠的統(tǒng)計顯示,材料利用率從 75% 提升至 92%,每年節(jié)省鋼材成本超 80 萬元。在航空航天零件加工等高端領(lǐng)域,這種 “一次成型” 能力尤為關(guān)鍵 —— 切割鈦合金葉片時,超高速鋸系列既能以 30 米 / 分鐘的速度完成切斷,又能保證葉根公差在 ±0.02mm 內(nèi),滿足后續(xù)裝配的嚴苛要求。 從技術(shù)突破到價值創(chuàng)造,超高速鋸系列以 “精準 + 極速” 的雙重優(yōu)勢,重新定義了切割設(shè)備的性能標準。它不僅解決了傳統(tǒng)加工的效率與精度困境,更通過二者的協(xié)同作用,為制造業(yè)提供了降本增效的全新可能,成為高端制造領(lǐng)域不可或缺的核心裝備。 |




