














180-5843-6678

|
|
|
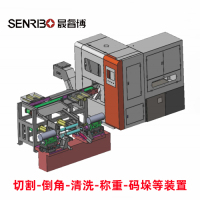
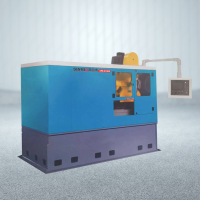
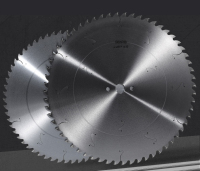
全自動(dòng)金屬鋸切生產(chǎn)線:智能操控,批量加工在工業(yè)自動(dòng)化浪潮的推動(dòng)下,全自動(dòng)金屬鋸切生產(chǎn)線正以 “智能操控” 為核心驅(qū)動(dòng)力,以 “批量加工” 為顯著優(yōu)勢(shì),重塑金屬加工領(lǐng)域的生產(chǎn)模式。它擺脫了傳統(tǒng)生產(chǎn)線對(duì)人工操作的依賴,通過(guò)智能化系統(tǒng)的精準(zhǔn)調(diào)度與自動(dòng)化設(shè)備的高效協(xié)同,實(shí)現(xiàn)了金屬材料從上料到成品分揀的全流程無(wú)人化作業(yè),為大規(guī)模工業(yè)生產(chǎn)提供了穩(wěn)定可靠的解決方案。 智能操控是全自動(dòng)金屬鋸切生產(chǎn)線的靈魂,貫穿于生產(chǎn)的每一個(gè)細(xì)節(jié)。中央控制系統(tǒng)作為生產(chǎn)線的 “大腦”,采用工業(yè)級(jí) PLC 與觸摸屏結(jié)合的操作模式,操作人員只需在界面輸入材料規(guī)格、切割長(zhǎng)度、加工數(shù)量等參數(shù),系統(tǒng)便能自動(dòng)生成最優(yōu)生產(chǎn)方案,包括鋸片轉(zhuǎn)速、進(jìn)給速度、夾持力度等關(guān)鍵參數(shù)的匹配設(shè)置。對(duì)于復(fù)雜的加工需求,系統(tǒng)支持 CAD 圖紙導(dǎo)入功能,可直接解析圖紙中的尺寸數(shù)據(jù)并轉(zhuǎn)化為生產(chǎn)指令,避免了人工編程可能出現(xiàn)的誤差,編程效率較傳統(tǒng)方式提升 80% 以上。 生產(chǎn)線的智能感知能力進(jìn)一步提升了操控的精準(zhǔn)度。上料區(qū)域安裝的 3D 視覺(jué)識(shí)別系統(tǒng),能實(shí)時(shí)掃描原材料的外形、尺寸及表面狀態(tài),自動(dòng)區(qū)分圓鋼、方管、板材等不同類型的材料,并根據(jù)材料特性調(diào)整機(jī)械臂的抓取方式 —— 抓取圓鋼時(shí)采用三點(diǎn)定位夾具,夾持板材時(shí)則切換為面接觸吸盤(pán),確保原材料在輸送過(guò)程中平穩(wěn)無(wú)晃動(dòng)。鋸切區(qū)域的紅外測(cè)溫傳感器持續(xù)監(jiān)測(cè)鋸片溫度,當(dāng)溫度超過(guò) 60℃時(shí),系統(tǒng)會(huì)自動(dòng)降低鋸片轉(zhuǎn)速并加大冷卻劑量,防止鋸片因過(guò)熱而磨損,這種動(dòng)態(tài)調(diào)整能力讓設(shè)備始終處于最佳工作狀態(tài)。 故障診斷的智能化大幅降低了生產(chǎn)線的停機(jī)時(shí)間。系統(tǒng)內(nèi)置的振動(dòng)傳感器與電流監(jiān)測(cè)模塊,能實(shí)時(shí)捕捉設(shè)備運(yùn)行中的異常信號(hào),如鋸片磨損導(dǎo)致的振動(dòng)頻率變化、電機(jī)過(guò)載引發(fā)的電流波動(dòng)等。一旦發(fā)現(xiàn)異常,系統(tǒng)會(huì)立即停機(jī)并在操作界面顯示故障位置及原因,同時(shí)推送維修指導(dǎo)視頻至維修人員終端。例如,當(dāng)檢測(cè)到鋸片進(jìn)給阻力異常時(shí),系統(tǒng)會(huì)判斷為鋸齒磨損或材料內(nèi)部存在雜質(zhì),并提示更換鋸片或進(jìn)行材料復(fù)檢,平均故障排除時(shí)間縮短至 30 分鐘以內(nèi),設(shè)備綜合效率(OEE)保持在 90% 以上。
批量加工的優(yōu)勢(shì)在全自動(dòng)金屬鋸切生產(chǎn)線中得到充分體現(xiàn),其核心在于高效穩(wěn)定的連續(xù)作業(yè)能力。生產(chǎn)線的上料單元采用雙層料架設(shè)計(jì),可一次性存儲(chǔ)長(zhǎng)達(dá) 6 米的原材料 50 根,通過(guò)鏈?zhǔn)捷斔蜋C(jī)構(gòu)與機(jī)械臂的配合,實(shí)現(xiàn)原材料的自動(dòng)補(bǔ)充,單次上料可滿足 4 小時(shí)連續(xù)生產(chǎn)需求。鋸切主機(jī)搭載的高速鋸片采用碳化鎢涂層技術(shù),在切割直徑 100mm 的低碳鋼時(shí),每小時(shí)可完成 120 次切割作業(yè),且切口平整度達(dá)到 Ra1.6μm,無(wú)需后續(xù)打磨即可直接進(jìn)入下道工序,單日加工量可達(dá)傳統(tǒng)人工生產(chǎn)線的 5 倍以上。 生產(chǎn)線的模塊化設(shè)計(jì)為批量加工提供了強(qiáng)大的柔性支撐。根據(jù)生產(chǎn)需求,可靈活增減鋸切單元數(shù)量,最多可實(shí)現(xiàn) 4 臺(tái)鋸切主機(jī)并行作業(yè),同時(shí)處理不同規(guī)格的材料。例如,在汽車零部件生產(chǎn)中,一條生產(chǎn)線可同時(shí)鋸切發(fā)動(dòng)機(jī)缸體用的厚壁鋼管、底盤(pán)用的高強(qiáng)度方鋼和車身用的薄鋼板,各單元通過(guò)中央系統(tǒng)協(xié)調(diào)工作節(jié)奏,避免工序沖突。下料區(qū)域的分揀系統(tǒng)配備 10 個(gè)獨(dú)立料倉(cāng),可根據(jù)工件尺寸自動(dòng)分配存儲(chǔ)位置,并通過(guò)條碼打印機(jī)為每個(gè)料倉(cāng)生成包含加工信息的標(biāo)簽,方便后續(xù)工序的追溯與管理。 能耗控制的優(yōu)化讓批量加工更具經(jīng)濟(jì)性。系統(tǒng)采用智能變頻技術(shù),根據(jù)加工負(fù)載自動(dòng)調(diào)節(jié)電機(jī)功率,在等待上料或更換鋸片時(shí),電機(jī)自動(dòng)切換至待機(jī)模式,能耗降低 60%;鋸切過(guò)程中,冷卻泵的流量隨鋸片轉(zhuǎn)速動(dòng)態(tài)調(diào)整,避免切削液的浪費(fèi)。經(jīng)實(shí)際測(cè)算,全自動(dòng)生產(chǎn)線加工每噸金屬材料的能耗僅為傳統(tǒng)生產(chǎn)線的 40%,按年加工 1000 噸材料計(jì)算,可節(jié)省電費(fèi)支出約 15 萬(wàn)元,在大規(guī)模批量生產(chǎn)中展現(xiàn)出顯著的成本優(yōu)勢(shì)。 全自動(dòng)金屬鋸切生產(chǎn)線的 “智能操控” 與 “批量加工” 形成了完美協(xié)同:智能化確保了批量生產(chǎn)中的精度一致性,批量加工則充分發(fā)揮了智能化帶來(lái)的效率提升。在工程機(jī)械、船舶制造等需要大規(guī)模金屬加工的行業(yè),這種生產(chǎn)線不僅降低了人工成本與管理難度,更通過(guò)穩(wěn)定的產(chǎn)品質(zhì)量與高效的生產(chǎn)能力,幫助企業(yè)縮短交貨周期、提升市場(chǎng)競(jìng)爭(zhēng)力,成為工業(yè) 4.0 時(shí)代金屬加工領(lǐng)域的標(biāo)志性設(shè)備。 |




